8-800-250-88-55
Звонок по России бесплатный
8 (831) 414-95-68
nn@16k20.ru- Главная
-
Каталог станков

- Токарные станки
- Фрезерные станки
- Прессы для металла
- Токарные станки с ЧПУ
- Плоскошлифовальные станки
- Плазменная резка металла
- Токарные обрабатывающие центры
- Круглошлифовальные станки
- Устройства цифровой индикации SINO
- Прецизионные токарные автоматы
- Гильотинные ножницы
- Системы чпу GSK
- Фрезерные обрабатывающие центры
- Листогибы
- Металлорежущий инструмент
- Токарно-карусельные станки
- Ленточнопильные станки
- Оснастка для станков
- Горизонтально-расточные станки
- Сверлильные станки
- Прайс-лист
- Автоматизация
- Спецпредложение
-
О компании
-
Покупателю
-
Лизинг
- Контакты



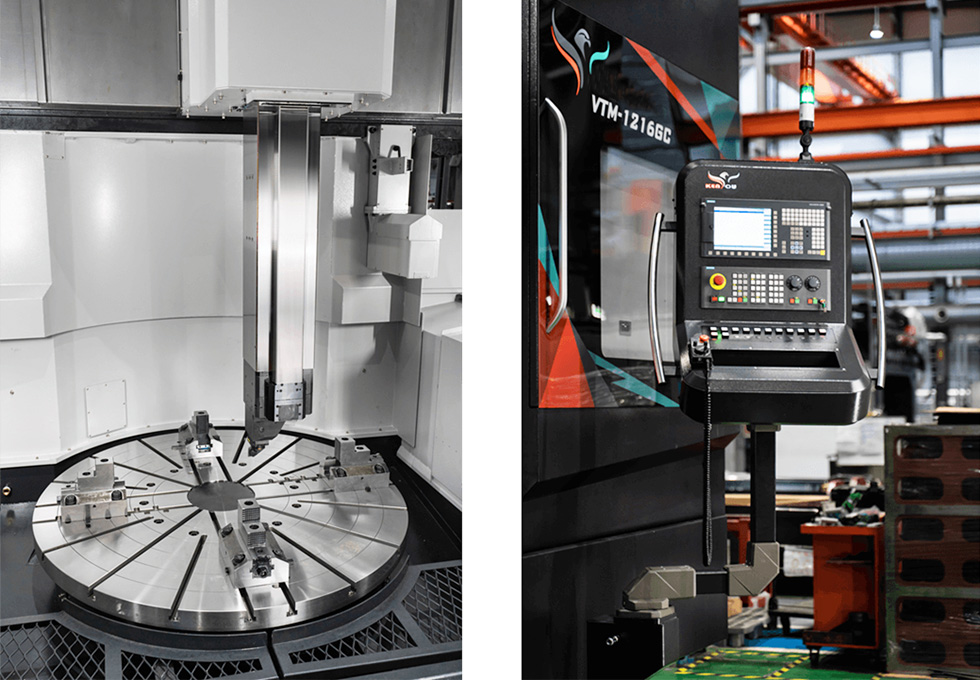
Токарно-карусельный обрабатывающий центр с функциями фрезерования и шлифования VTM-1216GC
3-осевой токарно-карусельный станок с функцией фрезерования и шлифования. По сравнению с другими станками такого класса VTM-1216GC оснащен сверх жесткими токарными блоками автоматического зажима типа CAPTO, а также двумя автоматическими магазинами: один - токарных инструментов CAPTO и инструментальных головок, а второй – приводных инструментов BT50.
| Параметры | Ед. изм. | Значение |
|---|---|---|
| Диаметр стола | мм | 1600 |
| Тип привода стола | Двухступенчатая коробка прямого привода | |
| Тип и размер подшипников | -/мм | Радиально осевые роликового типа / 580 |
| Крутящий момент шпинделя | Нм | 14400/17200 |
| Максимальный диаметр заготовки | мм | 1800 |
| Максимальный диаметр точения | мм | 1600 |
| Максимальная высота изделия | мм | 1250 |
| Максимальный вес заготовки | кг | 8000 |
| Максимальная скорость вращения | Об/мин | 300 |
| Количество диапазонов скоростей редуктора | шт | 2 |
| Ось Х | мм | -1050 - +950 |
| Ось Z | мм | 1000 |
| Ось W | мм | 800 |
| позиции | 5 | |
| Ось C | градус | 360 |
| Минимальная индексация оси С | градус | 0.001 |
| Ускоренная подача по оси Х | мм/мин | 10000 |
| Ускоренная подача по оси Z | мм/мин | 10000 |
| Ускоренная подача по оси C | Об/мин | 5 |
| Мощность двигатель шпинделя (Длительно/Максимальная) | кВт | 37/44.4 |
| Мощность двигателей осей X/Z | кВт | 5.4 |
| Редукторы двигателей осей X/Z | 1:3 | |
| Мощность двигателя оси CF | кВт | 7.7 |
| Количество позиций (правый + левый магазин) | шт | 37 + 24 |
| Типы инструментов правого магазина |
2 слота для токарных головок 2 слота для шлифовальных головок 1 слот заглушка 20 для инструмента вертикальной токарной обработки Capto C6 17 для инструмента горизонтальной токарной обработки Capto C6 |
|
| Типы инструментов левого магазина | 24 для приводного инструмента BBT50 | |
| Максимальная длина инструмента | мм | 500 |
| Максимальный диаметр инструмента токарного Capto | мм | 95/150 |
| Максимальный диаметр приводного инструмента | мм | 120/250 |
| Максимальный вес инструментальной головки | кг | 100 |
| Максимальный вес инструмента токарного Capto | кг | 8 |
| Максимальный вес приводного инструмента | кг | 16 |
| Хвостовик токарного инструмента | Ball & collect lock | |
| Хвостовик приводного инструмента | BBT50 | |
| Штревель инструмента | BT50 и MAS403 | |
| Меняющийся тип токарных держателей инструмента | Capto C6 гидравлический зажим (вертикальный, горизонатльный) | |
| Сила зажатия токарного инструмента | кгС | 8000 |
| Сила зажатия приводного инструмента | кгС | 1800 |
| Максимальная скорость вращения | Об/мин | 2400 |
| Количество ступеней коробки передач | шт | 2 |
| Мощность двигателей (S1/S6 60%) | кВт | 15/18 |
| Редуктор | 2 скоростной 1:4 | |
| Сечение ползуна | мм | 250х250 |
| Боковые сопла | шт | 2 |
| Давление СОЖ боковых сопел | Бар | 7 |
| Давление СОЖ через шпиндель | Бар | 70 |
| Объем бака СОЖ | л | 1100 |
| Позиционирование осей X, Z | мм | ±0.007 |
| Повторяемость осей X, Z | мм | ±0.004 |
| Точность позиционирования по оси С (опция) | угл. сек. | ±7.5 |
| Повторяемость по оси С (опция) | угл. сек. | ±5 |
| При максимальной нагрузке | кВА | 90 |
| Система ЧПУ | Sinumerik 828D W26 | |
| Высота | мм | 6220 |
| Занимаемая площадь | мм | 7905х4725 |
| Вес | кг | 29500 |
В комплектацию станка входят головки прямой и угловой фрезерной обработки, а также головки прямого и углового шлифования. Для большей автоматизации станок оснащен системами контроля заготовки и инструмента.
- КЛЮЧЕВЫЕ ОСОБЕННОСТИ
- Запатентованная система силового зажатия инструмента;
- Шпиндель с прямым приводом;
- Быстросменный магазин приводного инструмента;
- Мощная цельнолитая колонна высокой жесткости;
- Автоматический сменщик головок и инструмента;
- Увеличенный крутящий момент шпинделя за счет полностью шестереночной коробки передач;
- Направляющие осей X и Z скольжения;
- НЕСУЩАЯ КОНСТРУКЦИЯ
- Высококлассный чугун. Основные части конструкции оборудования исполнены из чугуна класса Meehanite, прошедшего термический отпуск для достижения стабильности структуры и постоянства точности.
- Оптимальное распределение термических расширений. Рабочий стол и колонна установлены на единую линую станину с особым термически-симметричным расположением ребер станины.
- Полный ход по оси Х. Поперечина имеет конструкцию, позволяющую осуществлять перемещение суппорта по оси X в обе стороны от центра (-1050 - +950 мм). Преимуществом такой конструкции является возможность использовать один и тот же инструмент для обработки как внешнего, так и внутреннего диаметра детали.
- Усиленная конструкция ползуна. На оборудовании применяется квадратный ползун инструментального шпинделя с конструкцией закрытого типа с шабренными клиньями. Это дает дополнительную жесткость и точность обработки.
- Надежная и плавная система балансировки. Два цилиндра с аккумуляторами, на левой и правой частях ползуна, обеспечивают стабильно и равномерность перемещения оси Z.
- ГЛАВНЫЙ ШПИНДЕЛЬ
- Высокоточные и высокоскоростные подшипники главного шпинделя. Комбинированный тип ряда осевых подшипников с двумя рядами роликовых подшипников в сочетании с хорошей системой охлаждаемой смазки, позволяют достичь высоких показателей точности вместе с возможностью работы на силовых режимах резания.
- Единое шестерное соединение. Система приведения в движение рабочего стола представляет собой коробку подач с прямым шестерным соединением. По сравнению с соединением коробки через шкиф данное исполнение позволяет избежать сильных потерь мощности. Коробка оснащена системой охлаждаемой смазки для снижения термического расширения и увеличения надежности.
- Сверхжесткая единая структура коробки. Шестерня мотора шпинделя, коробка подач, и место их установки представляют собой единую конструкцию внутри станины. Такое исполнение снижает вибрацию и потенциальные деформации.
- СИСТЕМА ПОПЕРЕЧИНЫ
- Поперечина с 5 станциями позиционирования покрывает большой спектр выполняемых задач.
ФРЕЗЕРНЫЙ ШПИНДЕЛЬ
В отличии от большинства конкурентов, использующих ременный привод фрезерного шпинделя, VTM-1216GC оснащен прямым приводом, обладающим следующими преимуществами:
- Передача крутящего момент без потерь мощности;
- Центр тяжести конструкции находится по центру шпинделя, оптимизируя статическую и динамическую точность оси Z;
- Сниженный шум работы;
- Удобство обслуживания и ремонта простой конструкции;
- Оснащение шпинделя подачей СОЖ под высоким давлением, 2-х ступенчатой коробкой и внешней системой охлаждения лубрикатора;
- Отсутствие проблемы, встречающихся у подвесной структуры ременного типа: при слишком свободном ремне – неверной передачи крутящего момента, а при слишком затянутом ремне – зацепов вала.
- ОСЬ CF
- Ведущий – ведомый. Мотор оси CF в роли «ведущего» и мотор главного шпинделя стола в роли «ведомого». Узел оснащен высокоточным угловым энкодером, обеспечивающим хорошую точность позиционирования и повторяемости оси CF;
- Система фрикциона. При переключении на токарный режим фрикцион оси CF автоматически отключится для снижения люфта, вызываемого износом шестерен.

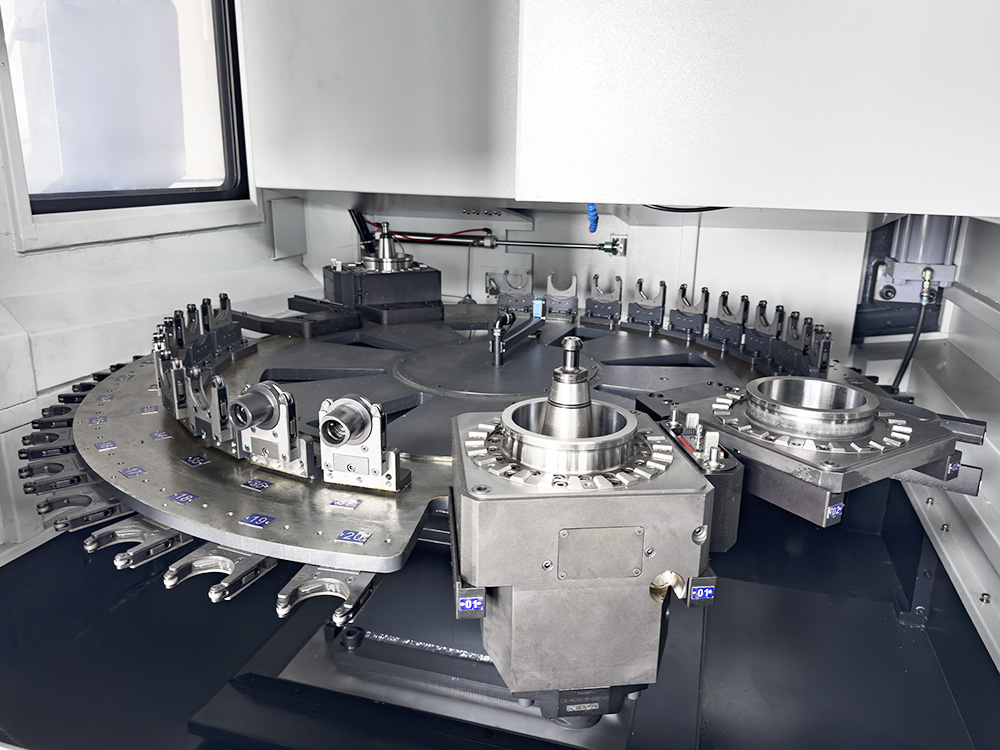
- МАГАЗИНЫ ИНСТРУМЕНТА
- Напольный инструментальный магазин обладает мощным серводвигателем и высокой скоростью позиционирования. Он крепится к полу и позволяет устанавливать более тяжелый и длинный инструмент. Напольное расположение также позволяет избежать проблемы деформации конструкции станка при использовании типа магазинов, крепящихся на поперечины;
- VTM-1216GC оснащен двумя инструментальными магазинами. Правый магазин хранит две головки токарных инструментов Capto, один защитный кожух, две шлифовальные головки и 37 единиц токарных инструментов Capto. Левый магазин вмещает 24 единицы приводных инструментов.
СИСТЕМА КРЕПЛЕНИЯ BALL&COLLECT ПОЛЗУНА
Токарные инструментальный блоки станка имеют систему крепления Ball&Collect. Особенностями данной гидравлической системы крепления является:
- Штревель затягивает токарный блок за счет позиционного болта штревеля, а затем зажимается с усилием 8000 кгс внешней гидравлической системой;
- Система крепления Ball&Collect с встроенным двойным соединением Хирта позволяет обеспечить лучшее позиционирование и повторяемость токарных блоков;
- Высока сила зажатия в паре с усиленной конструкцией дают повышенную точность токарной обработки и лучшую шероховатость поверхности даже при силовых режимах резания;
- Система автоматической смены инструмента Capto токарного блока предлагает множество вариаций адаптеров. VTM1216GC оснащен одним вертикальным и одним горизонтальным адаптерами, покрывающими 90% всех задач токарной обработки;
- Система крепления Ball&Collect предполагает подключение и приводного инструмента фрезерного шпинделя типа BT50/BBT50.
ЗАЩИТНЫЙ КОЖУХ ПОЛЗУНА
При переключении на режим фрезерования станок автоматически устанавливает защитную крышку на конец ползуна. Она необходима для предотвращения попадания пыли в систему фиксации головки. В кожухе имеется 4 сопла, осуществляющие боковую подачу на инструмент СОЖ под давлением 3 бар. На нем также располагается упорный блок, который используется для установки угловой головы.
- Стандартная комплектация:
- Конвейер и бак для стружки;
- Улавливатель масляного тумана
- Редуктор осей X, Z;
- Горизонтальный токарный держатель инструмента типа Capto C6;
- Вертикальный токарный держатель инструмента типа Capto C6;
- Шлифовальная головка;
- Шлифовальная головка 90 градусов;
- Приводная головка 90 градусов (2 шт);
- Устройство настройки инструмента Blum ZMT;
- Устройство измерения заготовки Blum TC-60;
- Автоматическая дверь с функцией блокировки;
- Полная кабинетная защита;
- Охладитель электрического шкафа;
- Переносной маховик MPG;
- Подача СОЖ через шпиндель 70 Бар;
- Пистолет СОЖ;
- Пневматический пистолет;
- Высокоэффективный сепаратор масла;
- Фильтр паров масла;
- 3-цветная сигнальная лампа;
- Рабочее освещение;
- Оптическая линейка Heidenhain (5 мкм) по осям X и Z;
- Энкодер оси CF магнитного сканирования;
- Планшайба 1600 мм;
- Комплект мастер кулачков (4 шт);
- Комплект верхних каленых кулачков (4 шт);
- Комплект верхних сырых кулачков (4 шт);
- Комплект инструмента;
- Выравнивающие опоры;
- Инструмент для обслуживания оборудования;
- Руководство по эксплуатации на русском языке.
- Функции системы ЧПУ:
- SINUMERIK 828D 26W;
- 828D PPU 271.4 - горизонтальный;
- 828D опциональный пакет токарной обработки;
- Функция ведущих и ведомых приводов;
- Функция пошагового программирования ShopTurn;
- Идентификация остаточного материала и его обработки;
- Одновременная запись (симуляция обработки во время текущей обработки);
- 3D симуляция 1 (обрабатываемых частей);
- Двунаправленная компенсация отклонений перемещения;
- Функции линейной и круговой интерполяции;
- I/O модуль PP 72/48 D PN;
- Панель MCP 483C PN.

